
Le développement du laser en bijouterie.
La découverte du laser remonte aux années soixante. Des applications pratiques telles que la mesure (surface, longueur, alignement), les télécommunications, l’impression, le soudage, le perçage et la gravure pour les métaux sont découvertes très rapidement.
Le développement industriel de la technique du soudage laser dans la métallurgie et la mécanique, a démarré au milieu des années 80 et connaît aujourd’hui un essor important dans des milieux comme l’automobile, l’aéronautique, mais aussi dans des métiers plus traditionnels et moins mécanisés comme la bijouterie.
Principe de fonctionnement
Le rayon laser est une source de lumière monochromatique de haute énergie qui, si elle est absorbée par de la matière, échauffe celle-ci en lui transmettant cette énergie lumineuse sous la forme d’énergie calorifique intense. En fonction du niveau de l’énergie transmise, le matériau s’échauffera plus ou moins, ce qui conduira à laisser quelques traces (gravure) ou à fondre le matériau (soudage et découpe).
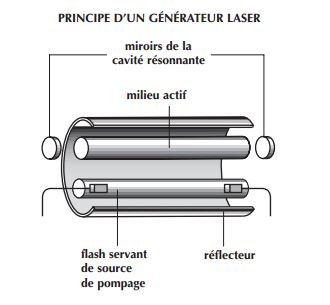
Pour générer un rayon laser il faut exciter un solide (rubis, verre dopé au néodyme, etc…) ou un gaz (hélium-néon, CO2 etc…) avec de la lumière polychromatique. Les couches électroniques des atomes de la matière ou du gaz vont recevoir cette énergie lumineuse et s’exciter, ils vont passer à des niveaux d’énergie supérieurs mais vite retomber à leur niveau d’origine cette fois ci en émettant un photon (constituant de la lumière) représentatif de l’énergie lumineuse captée au départ par l’électron.
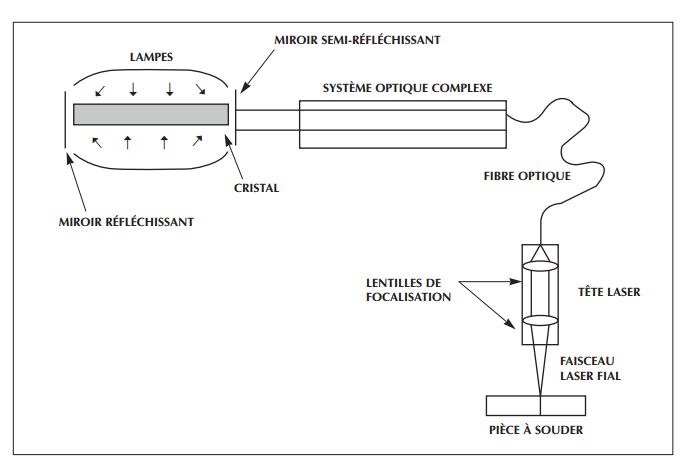
Ce photon et ses multiples confrères seront captés, condensés par des systèmes optiques complexes et acheminés par l’intermédiaire d’une fibre optique vers une tête laser qui permettra de diriger le faisceau obtenu et de régler son diamètre.
Le soudage laser en bijouterie
Il s’applique a de multiples opérations :
-
Réparation de produits brisés
Soudage d’un maillon de chaîne, d’un joint préalablement brasé, d’un anneau ressort sur une chaîne, d’une bélière ouverte…
L’avantage du laser dans ce cas est la rapidité d’exécution du soudage, le fait qu’il n’y ait pas nécessité d’apport et l’accessibilité du rayon dans des zones cachées.
-
Réparation des fontes contenant des porosités
Le trou est préalablement comblé par fusion des bords, puis une mise à niveau est effectuée en utilisant un fil d’apport d’un alliage de même nature que l’alliage du bijou. L’avantage du laser dans ce cas est essentiellement lié au fait de la non-nécessité de démonter les pierres ou perles du bijou, et la non-agression des brasures en cascades précédentes sur le bijou.
-
Re-façonnage des produits
Des éléments du bijou peuvent être refabriqués, par exemple la griffe d’un chaton à partir d’un fil.
-
Fabrication des produits
Le laser peut faire partie intégrante du processus de fabrication, par exemple dans la fabrication de chaîne ou la tête laser est placée en aval du formage et asservi à la cadence.
Moins mécanisé, le laser peut souder des maillons de bracelets ou de colliers qui, placés sur des supports sont manœuvrés manuellement sous le faisceau.
Le soudage laser et les métaux précieux :
Les paramètres influant sur la soudure laser sont :
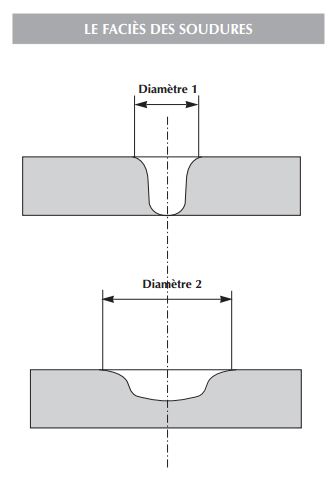
- le diamètre du rayon = D
- la puissance de lampe = P
- la durée d’exposition au rayon = T
L’énergie envoyée sur la pièce est le produit de la puissance de lampe par le temps d’exposition. Elle est exprimée en Joules.
La soudure obtenue (diamètre et profondeur) sera fonction du diamètre sélectionné : pour une puissance et un temps donnés, l’énergie correspondante sera répartie sur le diamètre considéré donc plus ou moins concentrée en fonction de celui-ci, donc de l’échauffement plus ou moins profond.
D’autre part les métaux ont la faculté d’absorber la lumière plus ou moins bien. De même les états de surface brillants reflètent plus la lumière que les mats.
Il s’en suivra un échauffement plus ou moins important donc une soudure plus ou moins large et profonde.
L’expérience nous amène à établir un classement de la faculté d’absorption de la lumière par les alliages précieux. Et, si l’on se place dans le cas d’une soudure de diamètre 0.5 mm, l’énergie à développer sur la pièce pour souder un joint de 0.5 mm d’épaisseur est d’environ en fonction des alliages de :
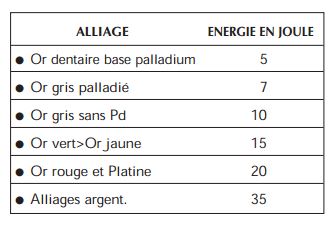
Ce tableau nous montre que les alliages précieux ont des comportements au soudage assez différents, et que la puissance à développer par le laser n’est jamais supérieure à 4 KW pour des soudures standards rencontrées dans la bijouterie.
Une astuce facilitant le soudage consiste à noircir les pièces à l’endroit de la soudure pour faciliter l’absorption du rayon. Ce procédé permet, notamment dans le cas de l’argent, d’abaisser l’énergie nécessaire de 40%.
Les produits Cookson-Clal :

